

3·
7 months agoThe solution was more cooling. It was warping due to too much heat, I increased cooling to 100% and reduced overhang speed slightly and it now prints well.
The solution was more cooling. It was warping due to too much heat, I increased cooling to 100% and reduced overhang speed slightly and it now prints well.
Both ASA and ABS are approved materials. ASA has higher heat defection than ABS, should be easier to print and it smells significantly less when printing.
Fans are completely disabled, except for overhangs and bridges. If I disable fans for overhangs and bridges, they sag like crazy.
I doubt draft shield is going to do anything, the printer is already completely enclosed in a tent. I have around 50-55°C inside the tent.
Edit: I tried a re-print with less cooling for overhangs, it seems to exacerbate the issue significantly.
Would this be a good entry level device?
Kind of impossible to say right now, it’s not released yet. On paper it seems like a good deal, almost too good at that price point. I wouldn’t buy one until I’ve seen some reviews.
Damn, that’s a crazy low price for a coreXY with a 42.000cm^3 build volume
I’m not sure how high the resolution is on resin printers, but the tip of a record stylus is maximum 0.001mm in diameter, here are the specs for records, it’s some pretty small grooves with very fine detail you need for something that’s passable.
Excellent April’s fool joke, but man it would be sick if you could actually 3D print your own vinyls.
The tolerance on a lego brick is ±0.005mm. you’re going to have a hard time achieving that on any FDM printer, even commercial ones.
Ah OK, the thread on the nozzle just looked too short and a bit like it was broken at an angle.
Wait…did the nozzle crack in to two parts!?
It’s two completely different looks and styles, one can’t replace the other.
I’ve had bad stringing before with PLA, drying it made it go away completely with the exact same print settings and model.
I’d argue that the vast amount of (recent, not only older) resources available online showing similar experiences to mine disproves your statement that PLA has no issues with moisture retention.
I’d say the wavy-pattern is because you’re a bit too close and squishing too hard. Try to increase Z-offset (increase distance to bed) in something like 0.005-0.01mm steps and see if it improves.
I’d avoid all the anycubics except for the basic Kobra 2. All the new Kobra 2 models seem to be locked down with proprietary firmware and locked to their own platform, but the basic Kobra 2 is completely open as can be easily flashed with e.g. Klipper.
I have the Kobra 2 with klipper running instead of anycubics firmware, and it’s OK. Its obviously a cheap printer, so don’t expect excellence, but I’m satisfied with it as my first printer.
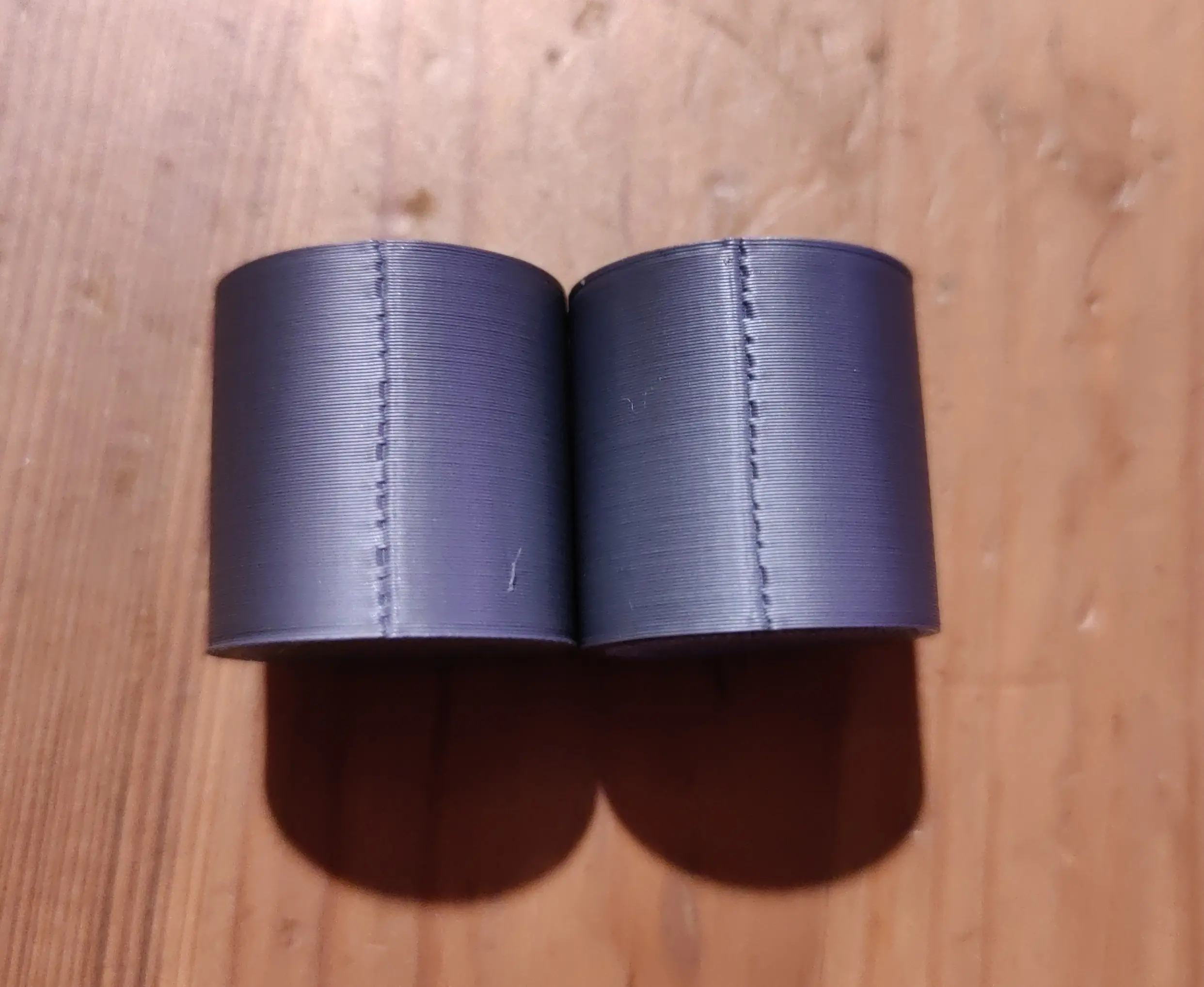
Yeah I can see that the seams of his “before” models is actually look like what I’ve been able to achieve on mine now. I guess I was trying to fix the last bit with standard seam options which might not have been possible.
I’ll download the noisyfox orca slicer and test the scarf seams out.
Just tried, prusa slicer results in the same seam issue. I just loaded the default printer profile from anycubic and only changed gcode flavour from marlin to klipper (since I’m running klipper) and left the rest at default. Looks the same.
I’ll post it later today
It’s an anycubic kobra 2 running klipper.
Randomized seams leaves the same mess, but randomly distributed around the model and not aligned like in the picture. But each seam is equally bad everywhere on the model.
Speed doesn’t seem to affect the issue, I’ve tried both 30mm/s and 100mm/s
I disassembled the X and Y axes yesterday to check the motion system, moving by hand seems as smooth as it’s ever been, no slip that I could feel. I think one roller on the X axis is very slightly oval unfortunately, but moving the model to different locations have no effect on this, and rotating models so seams align differently on the axes doesn’t change anything, so I don’t think that’s the source of the issue.
Is the bad side of the seam where it stops or where it starts printing the outer wall? I assume it’s where it stops and then it cross the wall to form the infill?
Correct, but this still happens when printing without infill, although less.
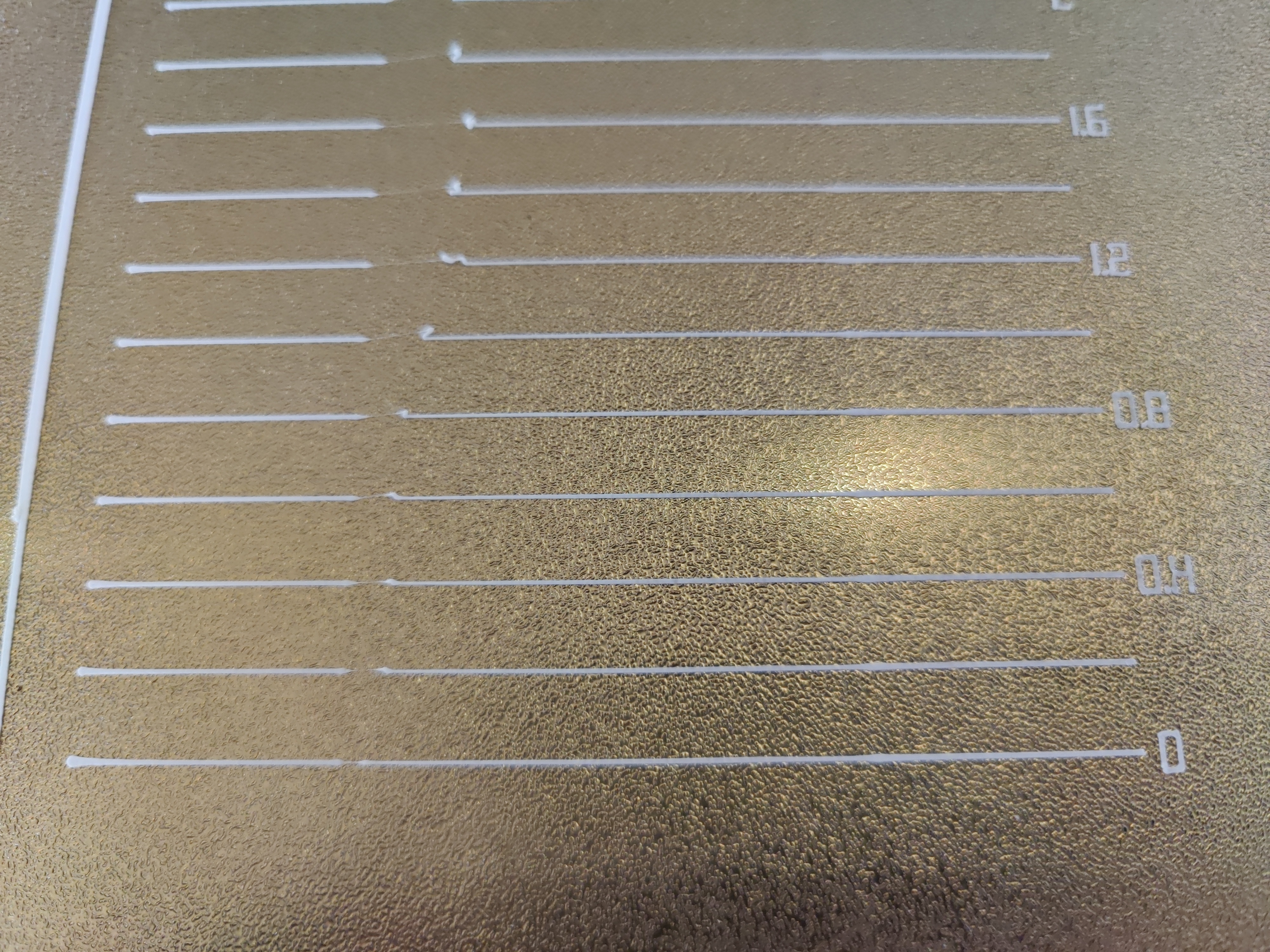
To add to the PA questions, are you sure that your PA setting actually are changing anything?
When printing the PA pattern, I can clearly see a difference. I haven’t seen a huge difference in the actual print quality. It doesn’t seem to have the any effect on this issue.
What printer is this and what firmware?
It’s an anycubic kobra 2 bedslinger running klipper
What if you print the part significantly slower (to rule out rigidity/acceleration issues)
Tried printing at both 30mm/s and 100mm/s, it looks the same aside from slightly worse ringing at the higher speed.
{kind=link}
{kind=link}
{kind=link}
Wow yeah that first one is pretty terrible looking 😅
I’m decently pleased with mine though, but I’m really looking forward to the quality on the voron. I actually already have “the filter” on my current printer (slightly oddly placed in the tent, but it works), and I just connected it directly to the printer PSU and manually turn it on/off with a toggle switch.